CopyRight 2009-2020 © All Rights Reserved.版权所有: 中国海关未经授权禁止复制或建立镜像

无人值守汽车散装铜精矿自动取样系统工艺设计研究
作者:陈永欣 胡东明 杨晶丽 吴国境 廖培义 吕泽娥 邓和权 陈剑捷
陈永欣 胡东明 杨晶丽 吴国境 廖培义 吕泽娥 邓和权 陈剑捷
铜精矿是一种用于金属冶炼企业中价值较高的物料,通常采用皮带、汽车运输。汽车装运铜精矿一般为质量不均的散状物料,行业内一直采用GB/T 14260—2010《散装重有色金属浮选精矿取样、制样通则》、GB/T 14263—2010《散装浮选铜精矿取样、制样方法》[1-2]开展取制样工作,取样工作基本依靠人工进行。汽车装运的铜精矿人工取样常受到多种因素的影响,导致所取样品的代表性有限,检测结果容易出现一定偏差。另外,人工现场取样与汽车、铲车交叉作业,存在安全隐患,取样效率较低,劳动强度较大,现场取样环境不佳,会给人身健康带来极大影响[3]。因此,急需开发一种功能齐备、灵活实用以及自动化、信息化程度高的自动化系统。随着近年来机械自动化技术的快速发展,煤炭、铁矿自动取制样系统得到广泛推广[4-7],但对于铜精矿自动取样工艺的研究较少,仅有部分文献报道[8-11]。本研究的目的在于使用一种无人值守汽车散装铜精矿快速自动取样的方法及应用,实现汽车装运铜精矿的快速取样,提高样品代表性,提升工作效率,降低劳动强度,改善工作环境,保障人身安全。
1 关键技术
铜精矿自动取样系统主要需要综合运用机器人应用技术、电气自动控制技术、机械结构设计技术、自动识别技术、取样数据信息技术等多种技术。
1)机器人应用技术:包括机器人夹取器具设计、机器人与控制系统通信和数据传输、机器人动作程序编写和调试等。根据车厢宽度选择合适臂展的移动式机器人,根据实际情况设计合适的机器人操纵方式和采样头。
2)电气自动控制技术:以可编程控制器(Programmable logic Controller,PLC)为核心,指以计算机技术为基础的新型工业控制装置控制技术,主要用于控制机器人运动和工作,确保机器人智能完成取样流程。
3)机械结构设计技术:包括部件构造和材质选择,确保各机械部件能符合系统设计目的,各部件结构相匹配,材质确保寿命长、耐腐蚀、易维护等要求。如取样器具的容量必须符合标准要求,同时材质易清洁、防污染、寿命长。
4)自动识别技术:主要是指传感器技术,是实现自适应数字控制技术的关键技术,可以实时监测取样过程中的样品物理特性和环境变化,对取样参数进行实时调整和控制,提高取样结果的准确性和精度。
5)取样数据信息技术:取样数据的管理和质量控制是保证取样结果准确性和可靠性的关键环节,需要建立完善的取样数据管理系统和质量控制标准体系,确保取样过程的规范化和标准化。
2 系统工艺设计
2.1 系统概述
无人值守汽车装运铜精矿自动取样系统设计按照铜精矿取样标准要求,采取机械臂模拟人工操作,并实现样品一级缩分、自动封装打包,取样系统的运行负荷能力和工艺流程能兼容物流需求。此套系统包括车辆智能识别子系统、自动取样子系统、智能监控子系统、电气控制子系统、仪表控制子系统、极限位置传感子系统。
2.2 车辆智能识别子系统
车辆智能识别子系统包含车辆识别智能刷卡终端、道闸智能控制单元、激光车辆识别定位单元(图1)。车辆识别智能刷卡终端是通过计量信息系统APP提前录入车辆信息,信息内容包含物料信息(供应厂家、批次号、拉运重量)及司机信息,通过智能终端刷身份证识别获取信息;道闸智能控制单元负责接收识别系统指令对车辆准予进入和离开取样区域;激光车辆识别单元负责判断车厢位置,激光测距传感器进行传输机器人行走位置,程序进行处理判断发送实时位置,系统根据车厢长宽范围进行随机取样。
2.3 自动取样子系统
自动取样子系统包含机器人直线轨道、机器人机械手、螺旋采样钎、集样箱、样钎自动清洗装置及烘干系统、快装换钎装置、缩分混匀装置、自动封装装置、可伸缩弃料皮带机等,示意图如图2所示。
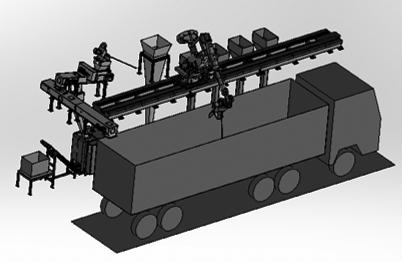
图2 自动取样子系统示意图
Fig.2 Schematic diagram of automatic sampling subsystem
1)机器人直线轨道是指安装在车厢一侧水泥平台上的轨道,轨道长12 m,通过激光测距传感器判定车厢边界、车厢取样区域等位置,上位机实时显示机器人坐标信息,根据车辆信息自动计算取样点坐标,机器人在直线轨道上行走以选取取样点。
2)机器人机械手,采用FANUC Robot M-900 iB/400L型号的六轴转动机器人,机械手工作半径可达3.7 m,可搬运重量为400 kg的重物,参数见表1。
3)螺旋采样钎是一种设计用于铜精矿取样的工具。它通常由一根长而细长的钎杆和螺旋钻头组成,样钎长度为1.5~1.8 m,上端安装螺旋输送机,螺旋钻变频旋转,最高速度960 r/min。螺旋钻头可以在汽车物料钻探过程中通过扭转钎杆进行取样,以获取足够的样品物料。
表1 机器人参数
Table 1 Robot parameters
机型 | M-900iB/400L | ||
控制轴数 | 6轴 (J1、J2、J3、J4、J5、J6) | ||
工作半径 | 3.7 m | ||
安装方式 | 地面安装 | ||
(最高速度) | J1轴旋转 | 360° (80°/s) | |
J2轴旋转 | 154° (80°/s) | ||
J3轴旋转 | 160° (80°/s) | ||
J4轴旋转 | 720° (100°/s) | ||
J5轴旋转 | 244° (100°/s) | ||
J6轴旋转 | 720° (160°/s) | ||
手腕部可搬运重量 | 400 kg | ||
J2机座部可搬运质量 | 550 kg | ||
J2手臂部可搬运质量 | 25 kg | ||
手腕允许负载转矩 | J4轴 | 2744 N·m | |
J5轴 | 2744 N·m | ||
J6轴 | 1725 N·m | ||
转动惯量 | J4轴 | 1098 kg·m² | |
J5轴 | 1098 kg·m² | ||
J6轴 | 444 kg·m² | ||
驱动方式 | 使用AC伺服电机进行电气伺服驱动 | ||
重复定位精度 | ±0.1 mm | ||
机器人质量 | 3150 kg | ||
4)集料箱是指螺旋采样钎上方所配置的样品收集装置,集料箱由标准气缸控制箱门开关,集料箱采用圆弧设计,减少直角锐角,承重150 kg左右。
5)样钎自动清洗装置及烘干系统是指螺旋采样钎及集料盒采集完样品后,机械手把样钎、集样盒移动至清洗桶,一段、二段清洗桶浸泡完成后,螺旋钻没入三段清洗桶中正反转清洗,清洗完成后放置于风吹干燥桶中进行烘干,共进行四级清洗处理(两个浸泡、一个冲洗、一个空气吹干),自动清洗装置示意图如图3所示。
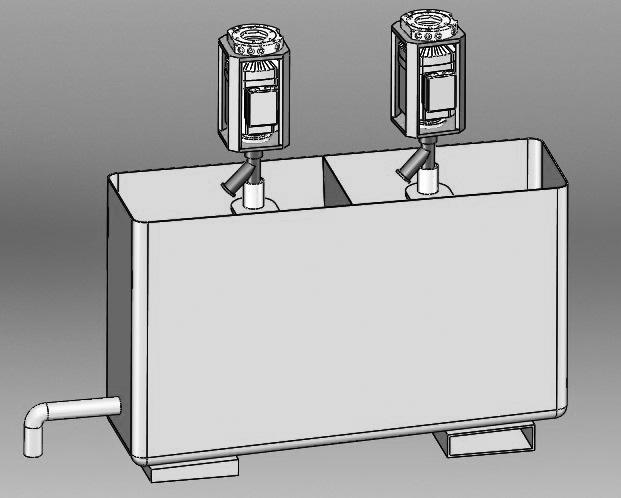
图3 样钎自动清洗装置示意图
Fig.3 Schematic diagram of sampling drill automatic cleaning device
6)快装换钎装置是指采样头顶部有快装接头,能与机械手快速装配,适应不同物料防污染需要。快装换钎是一种钎杆设计,旨在使钎杆的更换过程更加高效和方便。传统上,当钎杆中的螺旋钻头磨损或需要更换时,需要将钎杆推出并手动拆卸螺旋钻头。而装换钎通过一种可靠的连接机制,确保螺旋钻头的正确自动安装,降低了人为错误的概率,并提高了工作安全性。
7)缩分混匀装置是由转筒、摆动架、机架等组成。装料的筒体在主动轴的带动下,实现多种物料的相互流动、扩散、积聚、掺杂,达到均匀混合的目的;ECBS型次级采样机直接安装在初级、次级皮带给料机上,同皮带给料机一起构成了二级取样系统,实现样品缩分的功能。
8)自动封装装置是指将试样通过包装机称重,按1 kg/袋封装,并根据计量管理系统提供物料单号生成二维码,喷墨打印至样袋上。
9)可伸缩弃料皮带机是指具有伸缩功能的弃料皮带,把缩分多余的物料通过皮带返回车厢,避免人工拉运回料仓。
2.4 智能监控子系统
智能监控子系统是指全过程网络视频监控,对运料车辆从驶入至驶出取样区域,控制室进行视频监控。该子系统通过网络视频监控技术提供实时的视频监控,并将视频数据传输至控制室或监控中心。在控制室,监控人员可以利用安全生产管理平台监控软件对视频进行实时查看、录制、回放和分析。这样监控人员可以随时掌握运料车辆在取样区域内的情况,包括进出时间、取样过程中的工作质量、操作规范性等。通过智能监控子系统,监控人员可以对取样过程中的异常情况予以及时发现和处理。例如,如果发现某车辆在取样区域内停留时间异常或有不当操作行为,监控人员可以迅速采取相应措施,确保取样过程的准确性和可靠性。智能监控子系统通过高清摄像头和网络技术,提供实时的视频监控、数据存储和追踪功能,以提高运输和取样过程中的监控效率、安全性和数据可靠性。
2.5 电气控制子系统
电气控制子系统包含电气控制柜及相关控制软件,机器人取样单元安装在轨道上面,通过激光传感器判定车厢边界、车厢取样区域等位置,上位机实时显示机器人坐标信息,选取取样点后机器人自动进行取样。在保证人员、设备安全的前提下做到不漏采、不空采,保证样品真实性及可代表性。
2.6 仪表控制子系统
仪表控制子系统是指用于清洗螺旋采样钎水位采集的水位传感器,可根据实际需要控制清洗桶水位高度。清洗桶进出水管道通过电磁阀控制,并在清洗桶上端安装超声波传感器以探测其水位的高度,通过PLC控制程序读取传感器的检测数据来控制电磁阀的开关状态,进而实现清洗桶给排水的自动控制。
2.7 极限位置传感器子系统
极限位置传感器是一种用于监测设备的移动范围并实现安全控制的装置。通过使用极限位置传感器,可以避免设备在操作过程中过度移动或超出安全范围,从而提高工作安全性和可靠性。传感器的报警功能允许操作员及时采取行动,调整设备的位置或进行其他必要的控制措施。此外,传感器的停止工作功能还可以防止设备在超过极限位置时继续操作,从而降低事故风险和设备损坏的可能性。在特定的应用中,比如样钎插到车厢底部的情景中,极限位置传感器发挥着重要作用。当样钎插入车厢底部时,传感器能够感应到并及时发出信号,以停止设备的工作。这种功能对于确保样钎插入正确的位置、保护车厢底部以及防止设备损坏都非常关键。
3 工艺流程
无人值守汽车散装铜精矿自动取样系统主要工艺如图4所示:汽车进入取样点后,由测速雷达判断车辆停止,由工业相机对车厢内的物料状态进行定位,并将定位信息发送到控制系统;机器人根据定位信息按照事先预制的取样方案在轨道上边行走边进行取样;取样完成后进行包装、写码。
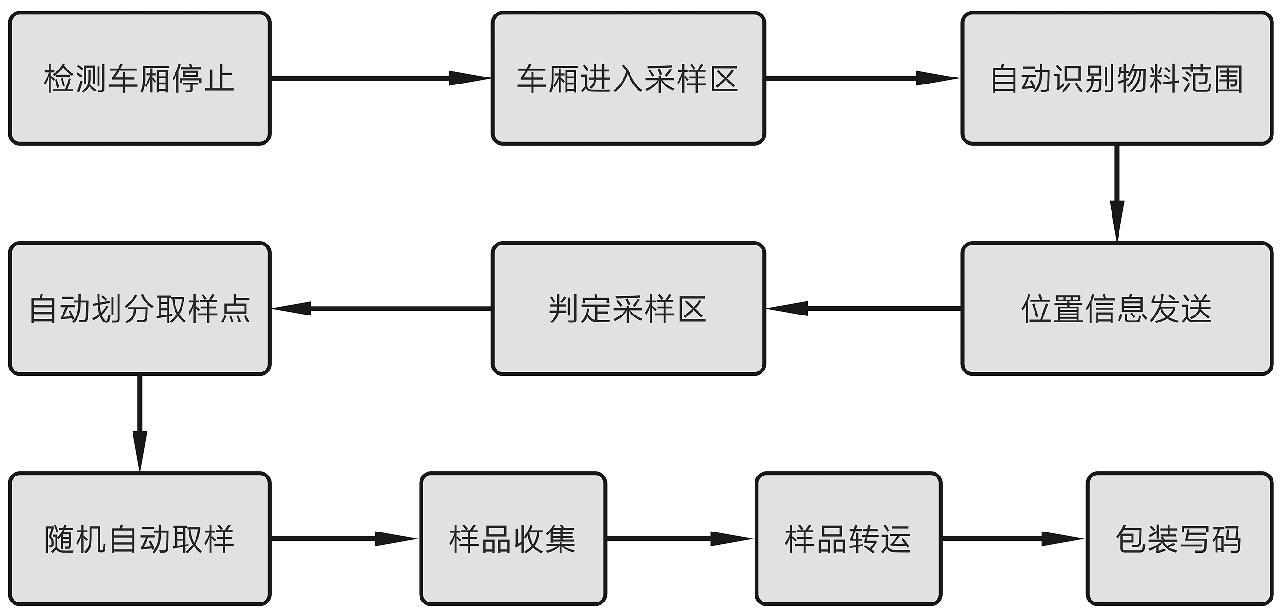
图4 无人值守自动取样系统工作流程图
Fig.4 Workflow diagram of unmanned automatic sampling system
其中,自动取样环节是整个系统的核心环节,具体步骤如下:
1)螺旋采样钎快装换钎,做好取样准备工作。车辆通过车牌识别,道闸杆升起,车辆进入取样区域,待车辆停稳后,司机在车辆识别智能刷卡终端上刷身份证或IC卡进行信息识别,信息内容包含物料信息(供应厂家、批次号、拉运重量)及司机信息,车辆信息录入后,设备启动。
2)运料车停至取样区域,激光测距传感器对车辆位置、车厢位置进行判断,取样控制程序根据车辆位置信息自动计算采点坐标,按预先设定好的参数(缩分间隔、采点数量、螺旋钻旋转速度)进行取样;机器人根据取样控制程序提供的采点坐标,在车厢一侧的机器人轨道上行走取样;采第一个点为弃样,以达到物料清洗样钎的目的,保证样品代表性;样钎顶部设置有集料箱,每车设置9个取样点,样品通过螺旋钻采样钎取样输送至集料盒中。
3)取样完成后,司机在智能刷卡终端上刷身份证或IC卡进行确认,运料车驶离取样区域。同时,集料盒中的样品转运至缩分机进行样品混匀,打开集料盒气动阀门,样品进入缩分机混匀器中进行充分混匀;缩分完的样品按1 kg/袋的标准称重后,通过包装机密封打包,自动喷码,转运至制样车间进行烘干测水分、加工;缩分剩余的样品通过传送皮带输送至伸缩弃料皮带返回车厢转运至料仓。如遇特殊物料,正常缩分有困难的情况下,采集样品通过应急样进料口转运至应急集料桶中处理。
4)螺旋钻样钎及集样盒采集完样品后,机械手把样钎、集样盒移动至清洗桶,浸泡完成后,螺旋钻没入水池正反转清洗,共进行四级清洗处理(两个浸泡、一个冲洗、一个空气吹干)。
4 工程实现效果
所研制的铜精矿自动取样系统已在防城港某铜冶炼厂投入使用(图5),为进口铜精矿产品质量检验提供技术支撑。依照GB/T 14260—2010 对该自动取样系统开展偏差、精密度校核试验,结果显示,自动取样精密度达到标准精密度要求;与参比方法结果比较,不存在显著性差异,确定自动取样系统适合于日常取样。同时,该系统能实现24 h不间断作业,单车取样速度控制在8 min内完成,无需取样人员和理货人员,取样效率比人工取样提升50%,每年节省人力9960人次,节省人工成本费近百万元。
5 结语
无人值守汽车散装铜精矿自动取样系统利用自动化技术将传统取样工作中的人工操作方式转变为机器人侧方取样方式,取样误差可以控制在±1%以内;采用激光定位,定位时间更短,可以将取样效率提高至分钟级别,同时机器人可以24 h不间断取样,减少了人工成本;系统具有较高的性能稳定性和可靠性,适合在多种工作环境下使用,也可适应不同的车型取样。在铜精矿取样实际工作中,该系统具有取样速度快、精度高、设备可靠性好、操作容易、适应性强等优点,适合在铜精矿进口监管、贸易结算、入厂验收等环节中推广使用。
参考文献
[1] GB/T 14260—2010 散装重有色金属浮选精矿取样、制样通则[S]. 北京: 中国标准出版社, 2011.
[2] GB/T 14263—2010 散装浮选铜精矿取样、制样方法[S]. 北京: 中国标准出版社, 2011.
[3]陈永欣, 马丽方, 齐万春, 等. 铜精矿取制样常见问题分析及对策[J]. 铜业工程, 2014(3): 55-57.
[4]赵楠, 李宝山, 杜永兴. 包钢远程自动采样系统的研发与应用[J]. 冶金动力, 2017(3): 64-66.
[5]谢昌纲, 高鑫, 刘镇, 等. 智能机器人商品煤动态采样系统的研发与应用[J]. 选煤技术, 2019(1): 103-108.
[6]刘军, 左广海, 赵楠, 等. 自动采样系统的设计与实现[J]. 包钢科技, 2016(4): 59-63.
[7]陈永欣, 周山, 吴国境, 等. 广钢码头矿产品全自动取制样系统工艺设计[J]. 中国口岸科学技术, 2021(3): 50-54.
[8]刘建军, 岳建峰. 铜冶炼精矿输送系统应用实践[J]. 中国金属通报, 2019(2): 4-5+7.
[9]陈文川. 汽车运输精矿探针式取样机在静态取样中的应用研究[J]. 甘肃冶金, 2012, 34(5): 131-132+135.
[10]黄金武. 运输皮带自动取样设施的研制[J]. 中国金属通报, 2018(5): 284-285.
[11]张建兵. 自动采样机在铜精矿采样工作中的应用[J]. 新疆有色金属, 2017(2): 102+105.
基金项目:2020年防城港市科学研究与技术开发计划(防科AB20014039)
第一作者:陈永欣(1981—),男,汉族,广西北海人,硕士,主要从事进口矿产品监管工作,E-mail: 26699423@qq.com
1. 防城海关 防城港 538001
2. 广西金川有色金属有限公司 防城港 538000
3. 南宁海关 南宁 530000
1. Fangcheng Customs, Fangchenggang 538001
2. Guangxi Jinchuan Nonferrous Metals CO.,LTD., Fangchenggang 538000
3. Nanning Customs, Nanning 530000


图1 智能识别系统示意图
Fig.1 Schematic diagram of intelligent recognition system

图5 无人值守自动取样系统实景图
Fig.5 Realistic view of unmanned automatic sampling system
