









CopyRight 2009-2020 © All Rights Reserved.版权所有: 中国海关未经授权禁止复制或建立镜像

锂离子电池黑粉固体废物属性鉴别方法研究
作者:万旺军 姚佳妮 张庆建 何坚刚 杜进 王琛
万旺军 姚佳妮 张庆建 何坚刚 杜进 王琛
万旺军 1 姚佳妮 1 张庆建 2 何坚刚 1 杜 进 1 王 琛 1
摘 要 基于锂离子电池黑粉来源、组分及其危害性分析,本文建立了锂离子电池黑粉危险特性分类鉴别方法,同时提出了锂离子电池黑粉鉴别技术的关键点,并对其固体废物检测标准适用性进行了探讨。研究结果不仅有助于利用进口锂离子电池再生黑粉提升对我国稀缺性矿产资源的供给能力,还可以将废锂离子电池类“洋垃圾”封堵在国门之外。
关键词 锂离子电池黑粉;危险特性分类;固体废物属性鉴别
Research on the Method for Identifying the Attributes of Solid Waste of Lithium Ion Battery Black Powder
WAN Wang-Jun 1 YAO Jia-Ni 1 ZHANG Qing-Jian 2 HE Jian-Gang 1 DU Jin 1 WANG Chen 1
Abstract Based on the analysis of the sources, composition and hazards of lithium-ion battery black powder, this paper establishes a classification and identification method for hazardous characteristics of lithium-ion battery black powder, and proposes the key points of the identification technology of lithium-ion battery black powder, and discusses the applicability of its solid waste standards. This study helps to use imported lithium-ion battery recycled black powder to enhance the supply capacity of scarce mineral resources in China, and blocks the lithium-ion battery “foreign waste” out of our country.
Keywords lithium-ion battery black powder; hazardous characteristics classification; solid waste property identification
为有效应对锂离子电池生产所面临的稀有金属资源稀缺问题,近年来我国也允许进口部分品质较好的锂离子电池黑粉用于电池工业生产原料,如粗氢氧化镍钴、硫酸镍钴锰、碳酸镍钴等。锂离子电池黑粉是废锂离子电池中有价金属资源回收利用环节的主要产物。废锂离子电池的主要处理过程一般包括预处理、二次处理以及深度处理等步骤。只有经过无害、合规处理并且符合我国环保要求的锂离子电池黑粉才能进行回收和再利用,因此对其开展危险特性分类及固废属性鉴别研究就显得尤为重要。这也是其资源化利用的必要前提和基础,有助于利用锂离子电池黑粉提升对我国稀缺性矿产资源的供给保障能力,从而为我国经济社会与自然资源的和谐发展提供一定的技术支撑。
1 锂离子电池黑粉来源及其成分
锂离子电池黑粉是指电池回收过程中剥离下来的固体残留物,主要作为原料用于锂离子电池的制造。目前,常见的锂离子电池回收技术方法有物理回收和化学回收两种[1]。物理回收主要是通过机械、磁力等方法进行分离,能够回收出黑色粉末中的铝、铜、钢铁等材料。化学回收则是通过浸取、溶解等方法进行分离,能够回收出黑色粉末中的有价金属元素。锂离子电池黑粉中包含经处理后的废锂离子电池正极材料和负极材料。锂离子电池的结构组成主要包括正极、负极、隔膜、电解质、电池外壳等。随着锂离子电池使用年限的不断增加,其将逐步发生老化、退役,如图1所示。由于锂离子电池中含有高品位的有价金属元素,其中钴占比达 5%~20%,镍占比达5%~10%,锂占比达 2%~7% [2],此类锂离子电池经再生处理得到电池黑粉,具有较高的回收利用价值。
锂离子电池正极材料的活性物质一般为钴酸锂、锰酸锂、镍钴锰酸锂、镍钴铝酸锂和磷酸铁锂 [3-4],导电集流体通常使用厚度为10~20 μm的电解铝箔。锂离子电池负极材料一般为碳负极,其活性物质为石墨或无定形碳,经表面改性后形成高度结晶的鳞片石墨。隔膜是锂离子电池关键的内层组件之一,其材料为高强度薄膜化的聚烯烃多孔膜,对于有机溶剂具有较好的耐受性。电解质的功能不仅在于正负极输送和传导电流,还能决定锂离子电池的工作机制,影响其安全性、使用寿命和生产成本等,可分为有机液态电解质、室温离子液态电解质、聚合物电解质、无机固态电解质和水系电解质,其中,液态电解质为溶解有六氟磷酸锂的有机溶剂,而聚合物电解质则使用凝胶状电解液。电池外壳目前主要有钢壳和铝壳,具备防爆、耐高温、耐腐蚀等特性。在锂离子电池不同的组分中,占比最大的正极材料不仅决定了锂离子电池的能量密度,还主导了电池的成本和整体回收的经济效益,因为正极材料中高价值金属(如钴、锂、镍)的回收是锂离子电池黑粉的主要价值体现[5-7]。
锂离子电池黑粉资源化利用的前提就是需对其各组成部分拆解后的危害性进行分类分级。拆解后的锂离子电池,若不进行合规化处置,其暴露于自然环境中将造成严重的生态环境污染并对人类健康产生威胁。经研究分析,其环境危害主要体现在:(1)锂离子电池正极材料中钴锂镍等有价金属是废锂离子电池回收的主要目标,将其拆解后从有机电解液中回收锂以及锂镍钴锰氧化物[8],但洒落或遗漏的镍、钴、锰对环境会造成重金属污染,并增加环境pH值。(2)电解液中含有各类有机溶剂。锂离子电池中的有机物包括聚偏氟乙烯高分子膜、电解液(六氟磷酸锂、碳酸酯等)、N-甲基吡咯烷酮粘合剂、增稠剂羟甲基纤维素钠等。因此,锂离子电池所导致的环境危害主要来源于电解液,即为溶解有六氟磷酸锂的有机溶剂[9]。另外,有机溶剂中难以降解的部分和其他水解产物,包括甲醇、甲酸以及二甲氧基乙烷等,对环境中的水、大气和土壤均会造成污染,破坏环境生态系统 [10]。(3)经不完全拆解的铜和铝集流体则对生态环境产生具有累积效应的重金属污染,并可通过生态食物链传导给人类[11]。(4)电池隔膜主要为聚乙烯、聚丙烯材料,与氟、强酸、强碱反应,对环境产生氟污染。粘结剂材质一般为聚偏氟乙烯,燃烧可产生CO2、醛等,形成有机物污染。
本文通过对拆解后废锂离子电池构成和组分进行分析,列出了目前商业化锂离子电池黑粉中主要材料的化学危险特性和对环境潜在污染,具体见表1。
2 锂离子电池黑粉危险特性分类
近年来,随着环境保护受到越来越多的关注,我国对固体废物(如富含金属的锂离子电池再生黑粉)的监管也越来越严格。本文通过对其主要组分的物理危险性进行分析测试,并考虑其可能造成的危害,经综合分析评估得出了锂离子电池黑粉各成分危险特性分类结果,并标示了其相应的信号词和象形图,见表2,以便于对锂离子电池黑粉中的有害成分进行危险特性分类与鉴定,为其资源化利用和安全运输提供科学指导。
3 锂离子电池黑粉固体废物属性鉴别
针对我国进口主要废锂离子电池黑粉回收再利用,如粗氢氧化镍钴、硫酸镍钴锰、碳酸镍钴以及锂离子电池用再生黑粉等,在实施固体废物属性鉴别时,应从外观特征、元素分析、物相分析以及有害性评估等关键环节入手,结合铁、铜、铝是否有效去除,有机物及有害元素含量是否异常等关键特征,最终依据固体废物判定准则进行综合评估锂离子电池黑粉的固体废物属性。
(1)对废锂离子电池黑粉进行科学预分类。依据废锂离子电池黑粉的来源开展溯源性研究,这包括但不限于从镍钴锰酸锂、镍钴铝酸锂或镍锰酸锂等锂离子电池黑粉中回收得到的精选电极材料粉。此外,还需专注于从锰酸锂和磷酸铁锂锂离子电池废料中回收的电极材料粉。
(2)运用多种检测方法,包括但不限于X射线衍射(X-ray Diffraction,XRD)、感应耦合等离子体光学发射光谱(Inductively Coupled Plasma Optical Emission Spectrometry,ICP-OES)和氟离子选择电极法等,实现废锂离子电池黑粉的主要成分高效快速分析。必要情况下,构建废锂离子电池黑粉有害成分指纹图谱。
(3)依据样品测试指标,尤其是氟磷含量、重金属含量、烧失量、盐酸不溶物及水分指标,并与标准限量要求进行比较,同时根据GB 34330—2017《固体废物鉴别标准 通则》综合评估废锂离子电池再生黑粉的固体废物属性,为回收废料溯源及后续资源化利用提供依据。
为实现以锂离子电池黑粉为原料生产的粗制镍钴原料资源化再利用,我国也相继出台了GB/T 33059—2016《锂离子电池材料废弃物回收利用的处理方法》、YS/T 1460—2021《粗氢氧化镍钴》、HG/T 6238—2023《硫酸镍钴锰》、HG/T 5740—2020《粗碳酸钴》、HG/T 5741—2020《粗碳酸镍》、SN/T 5413—2022《镍矿、镍精矿及主要含镍物料鉴别方法》、SN/T 5411—2022《钴精矿及主要含钴物料鉴别方法》等标准及规程,极大程度上方便了镍钴物料的进口。但是YS/T 1460—2021《粗氢氧化镍钴》、HG/T 6238—2023 《硫酸镍钴锰》、HG/T 5740—2020《粗碳酸钴》仅规定了电池回收料的合格标准及相应项目的检验方法,既并未提及如何鉴别该镍钴原料是来源于电池回收料还是经矿冶炼产品,也未明确鉴别物料是否适用于上述标准,故而在标准适用性上还有完善的空间;SN/T 5413—2022《镍矿、镍精矿及主要含镍物料鉴别方法》、SN/T 5411—2022《钴精矿及主要含钴物料鉴别方法》这两个标准主要涉及经矿冶炼产品的鉴别方法,对电池回收料方面仅涉及粗氢氧化镍钴及“含镍钴废锂电池料”,检测方法也仅有X射线衍射一种检测方法及判别依据,对电池回收料产品概述需要进一步细化,对样品信息的描述有待完善,在电池回收料鉴别方面适用度有限。
目前我国对于进口废锂离子电池黑粉的检测鉴定常用的团体标准有2个,分别是T/CPCIF 0169—2021《锂电池废料回收产物 电极材料粉》、TAT CRR33—2021《废锂离子电池回收制黑粉》,这两个标准在指标参数上差异较大,还需要进一步修改完善。而即将于今年7月1日实施的国家标准GB/T 45203—2024《锂离子电池用再生黑粉》,根据原料来源及正极材料的不同,对锂离子电池废料进行了分级分类,满足了不同层级产品的技术要求,这既能帮助符合我国政策和环保要求的锂离子电池再生黑粉顺利通关,又能促进废锂离子电池中有价金属元素(如钴、镍、锂)资源更好地利用,进而服务于我国经济社会发展。
4 结语
锂离子电池中的镍、钴、锂等有价金属资源丰度远高于原矿,以目前市场中常见的622型三元正极材料为例,1 t锂离子电池黑粉中约含70 kg 金属锂、350 kg 金属镍和 120 kg金属钴,是一座典型的“城市矿山”。如果新制造电池时充分利用电池废料,就可以降低对这些金属的开采。同样的,这也减少了开采新金属用于新电池生产对环境所造成的影响。通过对废旧电池进行回收以获得可再生利用的黑粉,既能够解决我国经济发展与资源约束之间的矛盾,也有利于我国经济发展与环境保护,符合当前国家和行业的发展现状。同时,通过科学合规的处置,可以降低锂离子电池黑粉中所含的六氟酸锂、碳酸酯类有机物以及钴、铜等重金属所带来的危害[12]。另外,废锂离子电池黑粉中的钴、锂、铜等均是稀缺资源,具有较高的回收利用价值[13]。因此,加强对锂离子电池黑粉的危险性分类及固体废物属性鉴别技术的研究,是保证其回收利用和可持续发展的重要技术基础。
本文对目前我国锂电池回收废料的相关特性进行了分析,并对其固体废物属性判定标准适用性进行了探讨,这将有助于推动废料进出口检测标准化和管理透明化;同时笔者建议未来可以进一步研究废锂离子电池黑粉的高效、快速分析方法;建立锂电池回收废料成分指纹谱库,为锂离子电池黑粉的快速识别分类、危险性评估、资源化利用及安全管理等环节提供数据支持;建立口岸锂电池回收废料大数据监测平台,为锂离子电池黑粉的安全监测和预警提供新的评估技术和方法。上述措施将进一步提升我国口岸对于锂离子电池黑粉的风险防控能力,将不符合我国环保要求的废锂离子电池黑粉类“洋垃圾”封堵在国门之外,以及为提升我国战略性矿产资源的供给保障能力提供一定的技术支持。
参考文献
[1] Jin S, Mu D, Lu Z, et al. A comprehensive review on the recycling of spent lithium-ion batteries: Urgent status and technology advances[J]. Journal of Cleaner Production, 2022, 340: 130535.
[2] Arshad F, Li L, Amin K, et al. A comprehensive review of the advancement in recycling the anode and electrolyte from spent lithium ion batteries[J]. ACS Sustainable Chemistry & Engineering, 2020, 8(36): 13527-13554.
[3] YU Dawei, HUANG Zhu, MAKUZA B, et al. Pretreatment options for the recycling of spent lithium-ion batteries: A comprehensive review[J]. Minerals Engineering, 2021, 173: 107218.
[4] HE Lipo, SUN Shuying, SONG Xingfu, et al. Recovery of cathode materials and Al from spent lithium-ion batteries by ultrasonic cleaning[J]. Waste Management, 2015, 46: 523-528.
[5] 潘越, 叶华, 李昊昱. 还原焙烧分步浸出工艺从废旧锂离子电池中回收有价金属[J]. 有色金属(冶炼部分), 2022(10): 1-7.
[6] Ordonez J, Gago E J, Girard A. Processes and technologies for the recycling and recovery of spent lithium-ion batteries[J]. Renewable and Sustainable Energy Reviews, 2016, 60: 195-205.
[7] Guo-xing REN, Cai-bin LIAO, Zhi-hong LIU, et al. Lithium andmanganese extraction from manganese-rich slag originated from pyrometallurgy of spent lithium-ion battery[J]. Nonferrous Metals Society of China, 2022, 32: 2746-2756.
[8] 张英杰, 宁培超, 杨轩, 等. 废旧三元锂离子电池回收技术研究新进展[J]. 化工进展, 2020, 39(7): 2828-2840.
[9] ZHANG G, HE Y, FENG Y, et al. Enhancement in liberation of electrode materials derived from spent lithium-ion battery by pyrolysis [J]. Journal of Cleaner Production, 2018, 199: 62-68.
[10]江友周, 王宜, 李淑珍, 等. 退役锂电池有价金属湿化学分离技术研究进展[J]. 化学工业与工程, 2021, 38(6): 23-33.
[11] XIAO J, GUO J, ZHAN L, et al. A cleaner approach to the discharge process of spent lithium ion batteries in different solutions [J]. Journal of Cleaner Production, 2020, 255: 120064.
[12] HUANG Bin, PAN Zhefei, SU Xiangyu, et al. Recycling of lithiumion batteries: Recent advances and perspectives[J]. Journal of Power Sources, 2018, 399: 274-286.
[13] RAJ T, CHANDRASEKHAR K, KUMAR A N, et al. Recycling of cathode material from spent lithium-ion batteries: Challenges and future perspectives[J]. Journal of Hazardous Materials, 2022, 429: 128312.
[14] LI J, WANG G, XU Z. Environmentally-friendly oxygen-free roasting/wet magnetic separation technology for in situ recycling cobalt, lithium carbonate and graphite from spent LiCoO2/graphite lithium batteries[J]. Journal of Hazardous Materials, 2016, 302: 97-104.
[15] FAN Ersha, LI Li, WANG Zhenpo, et al. Sustainable recycling technology for Li-ion batteries and beyond: Challenges and future prospects[J]. Chemical Reviews, 2020, 120(14): 7020-7063.
基金项目:浙江省科技攻关计划项目(2022C01G1662929)
第一作者:万旺军(1979—),男,汉族,江西南昌人,硕士,研究员,主要从事危险货物分类及锂电池测试研究工作,E-mail: wwj@zaiq.org.cn
1. 杭州海关技术中心 杭州 311208
2. 青岛理工大学 青岛 266520
1. Technology Center of Hangzhou Customs, Hangzhou 311208
2. Qingdao University of Technology, Qingdao 266520
中国口岸科学技术
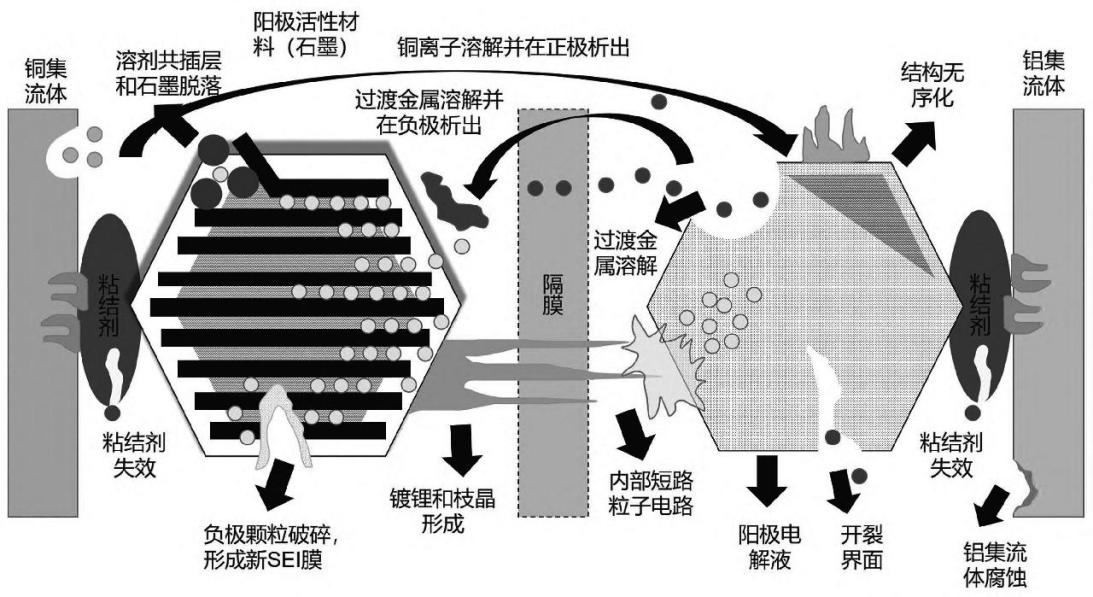
图1 锂离子电池组成及老化机理
Fig.1 Composition and aging mechanism of lithium-ion battery
表1 锂离子电池中主要材料化学危险特性与潜在的环境污染
Table 1 Chemical hazardous characteristics and potential environment pollution in LiBs
材料组成 | 材料名称 | 主要化学危险特性 | 潜在的环境污染 |
正极材料 | 钴酸锂 | 焚烧或加热分解后生成有毒的锂、钴氧化物; 与水、酸或氧化剂发生强烈反应. | 改变环境pH |
锰酸锂 | 与有机溶剂和还原剂或与过氧化氢、高氯酸等强氧化剂发生反应形成毒性物质. | 造成环境pH升高 | |
钴镍锰酸锂 | 焚烧或加热分解生成有毒的镍、钴、锂及其氧化物; 与水、酸或强氧化剂发生强烈反应. | 升高环境pH | |
负极材料 | 石墨 | 焚烧产生CO、CO2等气体; 可与液氯、氟气等强氧化剂发生反应. | 形成粉尘污染 |
嵌锂 | 易自燃, 与水反应生成强碱; 可与氧气、二氧化碳、氮气和酸等物质发生反应. | 升高环境pH | |
碳材 | 易形成粉尘, 与空气混合后遇火源发生爆炸; 可与强氧化剂发生反应, 焚烧产生有毒的P2O5等. | 形成粉尘污染 | |
电解质 | 六氟磷酸锂 | 具有强腐蚀性, 遇水分解产生HF, 与强氧化剂发生反应, 焚烧产生P2O5等有毒物质. | 氟污染, 改变环境pH |
电解质溶剂 | 碳酸乙烯酯 | 焚烧可产生CO、CO2, 可与强氧化剂、还原剂以及酸、碱发生反应, 水解生成醛和酸. | 有机酸、醛污染 |
碳酸丙烯酯 | 焚烧产生CO、CO2, 受热分解会产生醛和酮等有害气体, 引燃可引起爆炸, 可与强氧化剂、水、空气发生反应. | 酮、醛等有机物污染 | |
碳酸二甲酯 | 焚烧产生CO、CO2, 与水、强氧化剂、强还原剂以及强酸、强碱发生剧烈反应, 水解生成甲醇. | 甲醇等有机物污染 | |
碳酸二乙酯 | 焚烧产生CO、CO2, 与水、强氧化剂、强还原剂以及强酸、强碱发生剧烈反应. | 乙醇等有机物污染 | |
隔膜 | 聚乙烯、聚丙烯 (PP、PE) | 与强酸、强碱、氟气发生反应, 生成HF等毒性物质. | 形成氟污染 |
粘结剂 | 聚偏氟乙烯 (PVDF) | 焚烧产生CO2、醛等. | 醛等有机物污染 |
表2 锂离子电池材料成分的危险特性分类
Table 2 Classification of hazard characteristics of lithium-ion battery materials
组分名称 | CAS号 | 主要危险特性 | 信号词 | 象形图 |
碳酸乙烯酯 | 96-49-1 | 特异性靶器官毒性-反复接触: 第2类 | 警告 |
|
碳酸二甲酯 | 616-38-6 | 易燃液体: 第2类 | 危险 |
|
碳酸甲乙酯 | 616-38-6 | 易燃液体: 第2类 | 危险 |
|
碳酸二乙酯 | 105-58-8 | 易燃液体: 第3类 | 警告 |
|
碳酸丙烯酯 | 108-32-7 | 严重眼损伤/眼刺激: 第2A类 | 警告 |
|
苯氨基甲酸甲酯 | 622-46-8 | 不分类 | / | / |
二甲基亚砜 | 67-68-5 | 易燃液体: 第4类 | 警告 | / |
γ-丁内酯 | 96-48-0 | 特性靶器官毒性-一次接触: 第3类 (麻醉效应) | 危险 |
|
氮甲基吡咯烷酮 | 872-50-4 | 生殖毒性: 第1类 | 危险 |
|
六氟磷酸锂 | 21324-40-3 | 特异性靶器官毒性-反复接触: 第1类 | 危险 |
|
